Линия выливки и пакетирования чушек предназначена для производства алюминиевых чушек массой 20 кг и позволяет осуществлять автоматизированный процесс: выливки металла в изложницы, охлаждения чушек, маркировки чушек, послойной укладки их в пакеты, обвязки и маркировки пакетов.
Технические характеристики
|
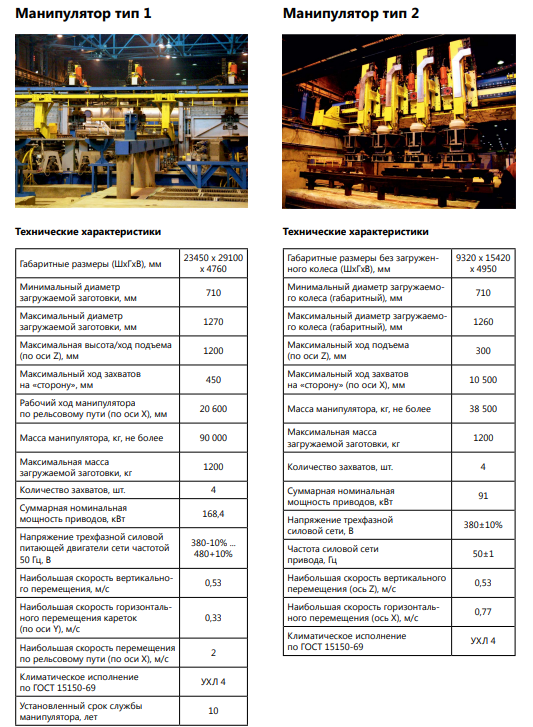
Производительность, тонн/час
|
25
|
|
Вес чушек, кг
|
20±3%
|
|
Вес пакетов, кг
|
до 1100 (54 чушки в пакете)
|
|
Тип продукта
|
чистый алюминий
|
|
Наружная температура, °C
|
от 10 до 41
|
|
Температура жидкого металла на станции выливки, °C
|
от 700 до 740
|
|
Температура чушек, °C
|
после первичного охлаждения <400
после вторичного охлаждения <60
|
|
Производительность чушкоукладчика, чушек/час
|
номинальная 1250
|
|
Уровень шума, dB(A)
|
в среднем 80 на рабочих станциях
|
|
Количество операторов, чел.
|
2 (на линию)
1 (на вилочный погрузчик)
|
Расплавленный первичный алюминий, извлеченный из электролизеров с помощью вакуумного ковша, поступает в литейное отделение для рафинирования от неметаллических и газовых примесей и дальнейшей переработки в товарную продукцию (чушки). Перед разливкой алюминий-сырец выдерживают в расплавленном состоянии в миксерах.
Разливка алюминия из миксера в чушки литейного конвейера производится с помощью станции выливки. Станция выливки включает в себя желоб с системой контроля уровня металла, разливочное колесо и поворотный ковш для сброса алюминия в случаи аварии.
Разливочное колесо дозировано заполняет изложницы алюминием. Перед заполнением изложницы предварительно смазывают и подогревают. При движении по литейному конвейеру осуществляется принудительное охлаждение чушек до 400ºС. В конце литейного конвейера происходит выбивка чушек из изложниц и автоматическая укладка их на конвейер вторичного охлаждения.
В процессе транспортирования по конвейеру вторичного охлаждения происходит принудительное охлаждение чушек до 60ºС, а так же их маркировка.
Далее механизм послойной укладки передает поштучно чушки на накопительный стол и при необходимости кантует их на 180º. На накопительном столе формируется слой чушек. Робот-штабелер переносит слой чушек на конвейер конечного продукта.
На конвейере формируется пакет из требуемого количества чушек. Конвейер перемешает готовый пакет к накопителю пакетов. В процессе перемещения пакета по конвейеру производится его обвязка, взвешивание и маркировка. Накопитель предусмотрен для временного складирования до 10 пакетов чушек. Из накопителя пакеты транспортируются в склад готовой продукции.
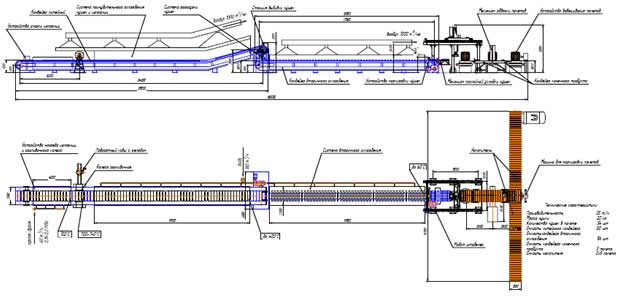
В состав линии выливки и пакетирования чушек входят:
- станция выливки (желоб, система контроля уровня металла в желобе, поворотный ковш, разливочное колесо)
- литейный конвейер
- устройство смазки изложниц
- устройство нагрева изложниц и разливочного колеса
- система принудительного охлаждения чушек и изложниц
- станция выбивки чушек
- система разгрузки чушек (упорядоченная укладка чушек на конвейер вторичного охлаждения)
- конвейер вторичного охлаждения
- устройство вторичного охлаждения чушек
- устройство маркировки чушек
- механизм послойной укладки чушек
- робот-штабелер
- конвейер конечного продукта
- механизм обвязки пакетов
- устройство взвешивания пакетов
- машина маркировки пакетов
- накопитель пакетов.