Комплекс термообработки железнодорожного литья позволяет осуществлять процесс термообработки литых заготовок (рама боковая и балка надрессорная) для выравнивания химической неоднородности и размеров зерна, получения механических свойств, регламентируемых ОСТ-32-183-2001.
При данной технологии термообработки происходит полная фазовая перекристаллизация сталей 20ГФЛ и 20ГЛ. Измельчая зерно, снимая внутренние напряжения и уменьшая структурную неоднородность, термообработка способствует повышению пластичности и вязкости изделия по сравнению с механическими свойствами, полученными после литья.
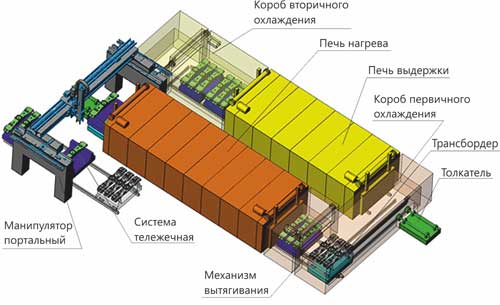
Технологическое оборудование
- печь нагрева
- короб первичного охлаждения
- печь выдержки
- короб вторичного охлаждения
- транспортная система: тележки, трансбордеры, толкатели, механизм вытягивания, рельсовые пути; механизмы фиксирования тележек
Технические характеристики
|
Производительность комплекса, шт./час
|
10
|
|
Нагрев печей
|
электрический
|
|
Режим работы
|
трехсменный
|
|
Годовой баланс рабочего времени, час/год
|
6000
|
|
Характеристики заготовок, подвергаемых термообработке
|
|
Габаритные размеры, мм
|
|
|
Рама боковая
|
2413х671х580
|
|
Балка надрессорная
|
2590х480х486
|
|
Максимальная толщина стенки, мм
|
35
|
|
Масса, кг
|
|
|
Рама боковая
|
399
|
|
Балка надрессорная
|
520
|
|
Материал
|
сталь 20Г1ФЛ, 20ГЛ ГОСТ 977-88
|
|
Химический состав, %
|
С - 0,14...0,21; Si - 0,5...0,8; Mn - 0,9...1,3;
V - 0,07...0,13; S - до 0,03; P - до 0,035
|
|
Энергоносители
|
|
Напряжение, В/Гц
|
~380/50
|
|
Вода, кгс/см²
|
5
|
|
Температура, ºС
|
12 - 25
|
|
Сжатый воздух, кгс/см²
|
6
|



