Since 2007 SME TEC has developed the aspects of heat treatment of rolled metal. The main aspect of work is heat treatment of rail-road rails in accordance with GOST R 51685 draft requirements, European norm EN13674-1 and AREMA-standard.
In 2007 the company developed and manufactured the first industrial module for rail heat treatment, enabling to receive the first positive results confirmed by findings of OAO NKMK laboratory. In 2009 SME TEC developed and started up the second industrial module, using which various process parameters were tried out. The positive results were confirmed by the following laboratories: CLK OAO NTMK (Nizhniy Tagil), OAO UIM (Yekaterinburg), VNIIZHT for compliance of heat treated rails with GOST R 51685 draft requirements.
SME TEC has developed and patented the innovation technologies of heat treatment of rails both rolled, TEC-DTP, and separate high-frequency current heating, TEC-DTO. These technologies are tested with the help of pilot-plant equipment produced by SME TEC Ltd.
In 2012 SME TEC conducted an open meeting on "Rail Differential Heat Treatment According to Modern Standards Based on TEC-TD Technology", which was visited by representatives of the following enterprises: OOO EVRAZ Holding, OAO EVRAZ NTMK, OAO EVRAZ SZMK, OAO CHMK, OOO UK Mechel-Stal, OAO UIM, OAO VNIIZHT, FGUP VNIIchermet, OOO RSP-M, OAO RZD, IFPM SO RAN, OOO Magnit-M.
The meeting resulted in signing a protocol, where metallurgical enterprises were suggested to consider the application of TEC-TD technology and machine for rail differential heat treatment as well as to extend technical cooperation with SME TEC.
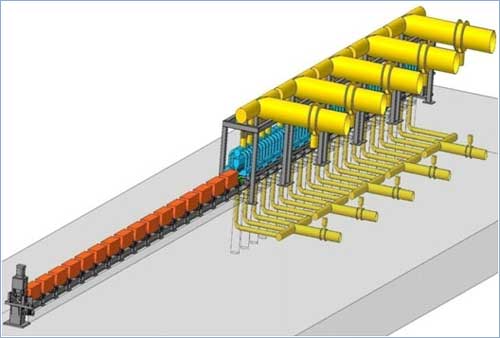
Method of differential heat treatment based on TEC technology has a wide range of cooling speed regulation (2-14 grades per sec.) due to changing cooling properties of air medium by means of regulated changing air humidity as per desired law (gas medium).
This method allows implementing heat treatment of all rail steel grades with wide range of chemical composition: carbon, hypoeutectoid and hypereutectoid, microalloyed and alloyed steels.
Available permissions allow dispatching heat treated rails with capacity of 20 thous. tons up to 400 thous. tons per year using TEC-DTO techno-logy, and from 20 thous. tons to 1 500 thous. tons per year using TEC-DTP technology.
Application of TEC-DTP and TEC-DTO technologies provides reduction of costs connected with rail production up to 3% due to reducing alloying agent consumption.
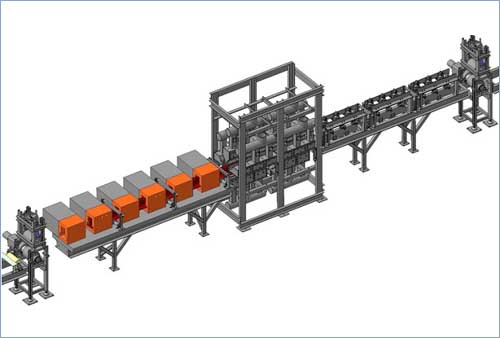
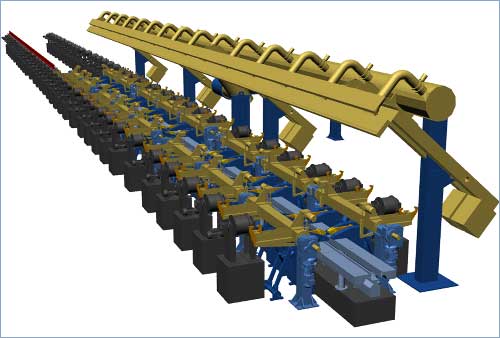
Based on TEC-DTP technology there are developed several versions of units with following features:
- Unit version TEC-DTP-S without heating and additional cooling system is the most energy-conserving one (37 kW/ton), it does not require firm surface temperature of rail head which is not below than 850°С at the outlet from the existing cooling bed. In case if rails with temperature which is below 830°C are moved into the unit, it is possible to heat-treat NT rails or to discard them.
- Unit version TEC-DTP-P with heating, without additional cooling system is an energy-conserving one (49 kW/ton), and provides required rail parameter under input temperature of rail surface of extended range, but not less than 750°С. It provides stable output of rails with required quality at significant deviations of rail surface temperature at the inlet of the unit.
- Unit version TEC-DTP-P with heating and additional cooling system is the most preferable one in view of energy consumption per ton (56 kW/ton) and quality of resulting rails. Whereas it provides required rail parameters under input temperature of rail surface of extended range, but not less than 750°С, and minimum deformation on cooling bed, and, accordingly, «soft» rail straightening with rail straightening machine. Herewith cooling bed capacity will be reduced, its structure will be simplified, and in practice it comprises a mechanized storage stand.
Control Structure of TEC-DT Units